-

IT

EN

FR

ES

DE
- Ordine rapido
- Ciao, accesso
IT
EN
FR
ES
DE
|
Anello di sollevamento: "Come si fa"? Rispettare le limitazioni del carico di lavoro (prestare particolare attenzione ai golfari utilizzati per i sollevamenti angolari).vedere la tabella degli angoli di imbracatura qui sotto). Ispezionare visivamente l'anello di sollevamento prima dell'uso. Serrare completamente l'anello di sollevamento alla coppia raccomandata. È richiesto l'impegno completo della filettatura (nessuno spazio tra la boccola girevole e il sollevatore). Assicurarsi che la profondità della filettatura sia adeguata, non spessorare. Assicurarsi che gli anelli di sollevamento abbiano una corsa libera: devono ruotare e ruotare senza limitazioni. Assicurareuna profondità di filettatura sufficiente nei materiali morbidi. Ad esempio, nell'alluminio, l'impegno minimo effettivo della filettatura deve essere pari a due volte il diametro della stessa. |
Non fare l'anello di sollevamento
NON tirare lateralmente (tiro centrale).
NON utilizzare un gancio sovradimensionato
NON utilizzare un angolo di imbracatura eccessivo È necessario un impegno completo della filettatura (nessuno spazio tra la boccola girevole e il sollevatore).
NON pulire o sgrassare a vapore
NON alterare l'assemblaggio
NON applicare carichi d'urto
NON permettere che il lato dell'anello entri in contatto con il sollevatore.
NON alterare gli anelli di sollevamento o utilizzare ferramenta di sollevamento fatte in casa.
Raccomandazioni tecniche
Jergens raccomanda l'uso di anelli di sollevamento girevoli e girevoli, piuttosto che dei tradizionali golfari. Prima di iniziare, chiedetevi:
1. Si sta utilizzando l'anello di sollevamento corretto per l'applicazione?
2. L'anello di sollevamento è libero di ruotare e ruotare? Ci sono limitazioni di movimento?
3. I fori di sollevamento si trovano nella posizione corretta?
4. Le dimensioni dei fori sono corrette per la ferramenta - capacità di sollevamento sicura?
5. I fori sono filettati abbastanza in profondità da garantire l'innesto completo della filettatura?
Profondità dei fori consigliata per l'acciaio: 1,5x diametro del bullone
-Profondità dei fori consigliata per l'alluminio: 2xdiametro del bullone
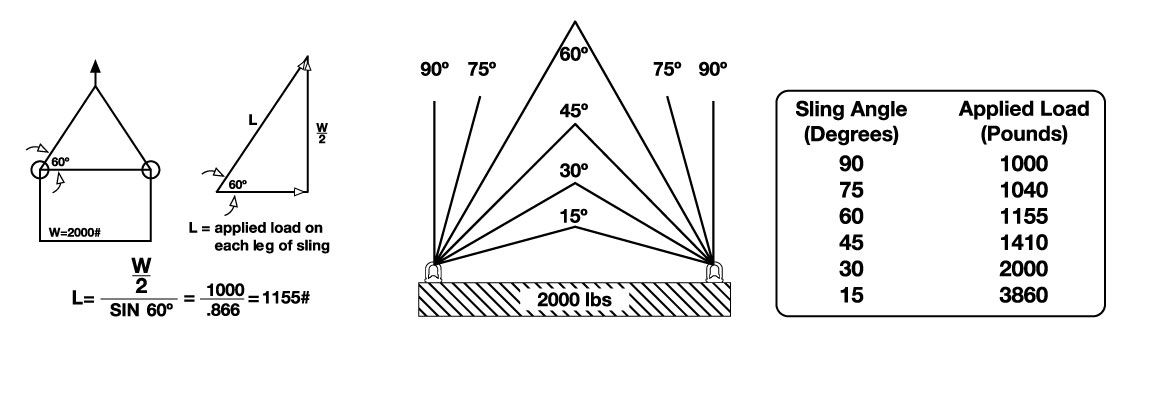
Variazione del carico applicato con l'angolo di imbracatura